


MOTEC内置PLC伺服应用于立式包装机
1.简介
在运动控制应用中,一般电机驱动器运动控制能力较强,但逻辑与运算功能却比较弱,一般的控制器有全面的逻辑功能,但又很难具备运动控制的全部功能。传统的PLC+驱动器方案,存在着高速数据传输,数据同步,抗干扰能力差,线路复杂等问题。
MOTEC内置PLC功能伺服驱动器内部集成了运动控制与逻辑控制,可以独立完成PLC+伺服的全部功能,在运行中控制部分可直接调用伺服参数,不需要通过额外通信接口。响应速度高,抗干扰能力强。避免接口通讯问题。适用于各种自动化设备。
2.系统分析
通过内部程序及参数设置。该系统具有制袋、充填、封口、日期打印、切断袋膜、成品计数等功能。
首先将包装膜按照规定的供膜要求能自动完成制袋。包装膜由拉袋电机通过传动机构将薄膜带动行进。当薄膜通过打印器时,可自动打印需要的生产日期。薄膜经翻领成型器后,通过纵封器将薄膜制成袋筒,袋筒经横封器进行下横封。物料通过旋转进料器进行进料传送,进料电机通过传动机构旋转角度精确定量物料体积,物料通过下料筒流入袋膜中进行上横封,下横封,拉袋走纸工序完成后,装有物料的袋膜通过自重,自动落入溜板输出机外。
该系统适用于包装奶粉、米粉、洗衣粉、染料、香精香料等易流动或流动性极差的粉粒状物料。系统可显示故障报警,能迅速找出设备的故障原因和故障位置所在,帮助及时排除故障。
3.电气结构
整体电气组成有:人机界面,MOTEC伺服驱动器(带PLC功能),MOTEC伺服电机(旋转进料电机与拉袋电机)。卷膜定长光电传感器。加热器,横封器,纵封器等。

4.工作流程
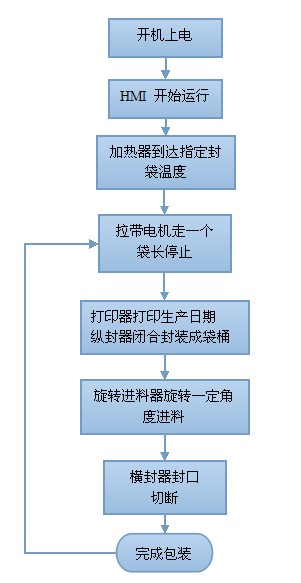
首先开机上电,HMI开始运行,横封器纵封器开始加热,温度到达后可以开始包装。拉带电机先走一个包装袋长度停止,打印器打印上生产日期,纵封器开始闭合加热袋膜形成袋桶,螺旋进料器旋转一定角度填入定量物料。横封器封口(同时完成上下袋口封口),切断。完成包装作业循环。
若发生袋膜不足。物料不足。温度异常。电机异常等情况 发生报警。方便排查问题。
5.HMI界面
功能特点:画面直观,操做简单。直接实现触摸屏对MOTEC伺服驱动器的操控,完成参数设置,监控,及动作控制。
主界面:

系统参数:

通过人机界面可以设定系统常用参数,显示伺服工作状态,传感器状态,产量统计清零等。
走袋速度 用于输入拉带电机拉带速度,单位为厘米/秒。
填充容量 用于设置旋转进料器每次动作填料质量。
填充速度 用于设置进料电机运行速度,调整填料快慢
纵封延时 用于设置纵封完成后多少毫秒开始填料。
横封延时 用于设置填料多少毫秒后开始封袋。
打印时间 用于设置打印头打印作业时间。
加热时间 用于设置横封纵封加热所需时间。
产量统计 用于计算设备完成包装数量,方便统计。
允许测长 设置一段保护距离,包装袋走过该距离后开始检测光标。
袋长保护 用于设置一个保护长度,当走过该长度没有检测到光标,则认为包装袋断裂或无袋。
产量清零 将已有产量信息清零
运动控制:

单词运行 点击单次运行,系统完成一个完整包装作业,用于测试包装机运行效果。
点动出料 点动填料电机运转。
点动送袋 点动送袋电机运转。
打印 打印头动作。
调试 按下调试开关,可进行横封,纵封,切断等动作的测试。
切断 切断刀动作,调试按钮按下时有效。
横封 横封动作,调试按钮按下时有效。
纵封 纵封动作,调试按钮按下时有效。
包装开始 包装机开始循环作业。
急停 点击后系统停止当前运动,处于停止状态。
6.总结
该系统由PLC功能的伺服电机、触摸屏构成驱动控制核心,最大限度地提高了整机的控制精度、调速范围、可靠性和智能化程度,简化了机械传动系统,并显著降低机械噪音和故障发生率,同时使整机的操作使用简单容易,伺服在系统只既作为控制器,又作为驱动器,相比较原有方案,省略了PLC,降低了成本,简化了系统结构。
7.联系方式
北京意美德科技发展有限公司
北京市东城区东中街58号美惠大厦B-701
TEL:65547005 FAX:65547015
www.motec365.com




 投诉建议
投诉建议
提交

MOTEC α系列 交流伺服系统

翠欧(TRIO) P823-MC403三轴运动控制器
松下伺服- 电机、驱动器

日本日机(NIKKI) 三自由度纳米平台

阿沃德荣获慧聪网工业机器人行业“配套件十大品牌”称号